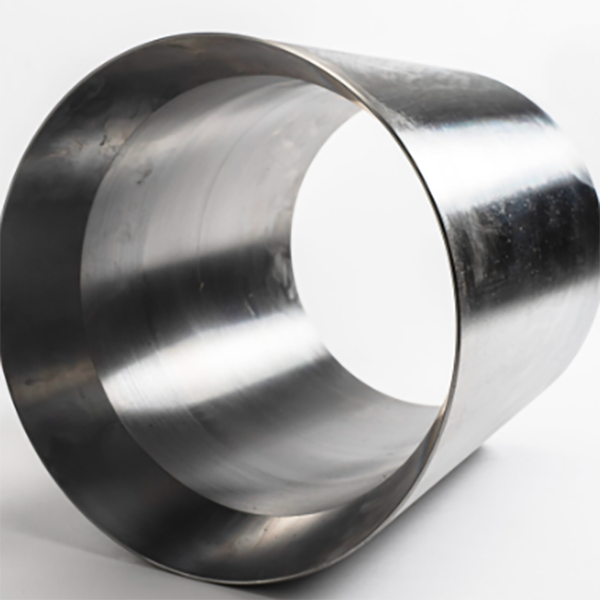
Camisa del eje principal de la trituradora de cono
SHILONG
Shenyang, China
1~2 meses
1000 juegos/año
Este documento detalla el manguito del eje principal de las trituradoras de cono, un componente crucial ubicado entre el eje principal y el conjunto excéntrico. Sus funciones principales son el soporte radial, la reducción de la fricción, la distribución de la carga y la retención de la lubricación. El componente consta del cuerpo del manguito, el orificio interior, la superficie exterior, los canales de lubricación, la brida (en algunos diseños) y las ranuras indicadoras de desgaste, cada una con características estructurales específicas. Se detalla el proceso de fundición del cuerpo del manguito de bronce, que incluye la ionización del material (bronce fosforoso), la creación de patrones, el moldeo, la fusión, el vertido, el tratamiento térmico y la inspección. También se describe el proceso de mecanizado y fabricación, que abarca el mecanizado de desbaste/acabado, el tratamiento superficial y la preparación del conjunto. Además, se especifican las medidas de control de calidad, como la validación del material, las comprobaciones de la precisión dimensional, la inspección de la calidad superficial, las pruebas funcionales y las pruebas de resistencia al desgaste. Estos procesos garantizan que el manguito del eje principal proporcione un soporte fiable y reduzca la fricción, mejorando así la eficiencia y la vida útil de la trituradora de cono bajo cargas elevadas.
Introducción detallada al componente de manguito del eje principal de la trituradora de cono
1. Función y rol del manguito del eje principal
El manguito del eje principal (también llamado buje del eje principal) es un componente crítico en las trituradoras de cono, ubicado entre el eje principal y el conjunto excéntrico. Sus principales funciones incluyen:
Soporte radial:Estabiliza el eje principal durante la rotación a alta velocidad, asegurando una alineación concéntrica con el manguito excéntrico para evitar bamboleo.
Reducción de la fricción:Actúa como una interfaz resistente al desgaste entre el eje principal giratorio y los componentes estacionarios o semiestacionarios, minimizando el contacto de metal con metal.
Distribución de carga:Absorbe las fuerzas radiales generadas durante el aplastamiento, protegiendo el eje principal de tensiones excesivas y fallas prematuras.
Retención de lubricación:Contiene lubricantes en el espacio libre entre el manguito y el eje, manteniendo una película de aceite hidrodinámica para un funcionamiento suave.
2. Composición y estructura del manguito del eje principal
El manguito del eje principal suele ser un componente hueco cilíndrico o cónico con dimensiones internas y externas precisas, que consta de:
Cuerpo de mangaLa estructura cilíndrica del núcleo, generalmente de bronce fundido de alta resistencia (p. ej., CuSn10Pb1) o acero aleado (42CrMo), presenta una superficie resistente al desgaste. Su longitud y espesor varían según el modelo de trituradora, adaptándose al diámetro del eje principal y a los requisitos de carga.
Calibre interiorUn orificio central mecanizado con precisión que se ajusta al eje principal con una holgura controlada (0,1–0,3 mm), lo que permite la rotación manteniendo la película lubricante. El orificio puede presentar ranuras espirales o bolsas de aceite para mejorar la distribución del lubricante.
Superficie exterior:Mecanizado para ajustarse firmemente en el manguito o marco excéntrico, a menudo con un perfil cónico (1:10 o 1:20) para un ajuste por interferencia, lo que evita el movimiento relativo bajo carga.
Canales de lubricación:Orificios axiales o radiales perforados a través del manguito para suministrar aceite desde el sistema de lubricación principal al orificio interior, lo que garantiza una lubricación continua en la interfaz eje-manguito.
Brida o collar (en algunos diseños):Una proyección radial en un extremo para ubicar axialmente el manguito, evitando el desplazamiento axial durante el funcionamiento.
Ranuras indicadoras de desgaste:ranuras circunferenciales poco profundas en el orificio interior para indicar visualmente los niveles de desgaste; cuando las ranuras se desgastan, es necesario reemplazar el manguito.
3. Proceso de fundición del cuerpo de la manga
Para los manguitos de bronce (los más comunes debido a sus excelentes propiedades antifricción), el proceso de fundición es el siguiente:
Selección de materialesEl bronce fosforoso (CuSn₁0Pb₁) es el preferido por su alta resistencia al desgaste, buena conductividad térmica y compatibilidad con ejes de acero. Contiene un 10 % de estaño (Sn), un 1 % de plomo (Pb) y un porcentaje de cobre (Cu) para una maquinabilidad óptima.
Fabricación de patronesSe crea un patrón de metal o cera para replicar la geometría del manguito, incluyendo el orificio interior, la superficie exterior y los canales de lubricación. Para la fundición a la cera perdida (utilizada para diseños complejos), los patrones de cera se ensamblan en una mazarota.
Moldura:
Para fundición en arena: se forman moldes de arena unidos con resina alrededor del patrón, con un núcleo para dar forma al orificio interior.
Para la fundición de inversión: los patrones de cera se recubren con una suspensión de cerámica, se secan para formar una carcasa y luego se funden para dejar un molde de cerámica hueco.
Derretimiento y vertidoEl bronce se funde en un horno de inducción a 1080–1120 °C. El metal fundido se vierte en el molde por gravedad o presión, lo que garantiza el llenado completo de las secciones delgadas (p. ej., los bordes de las bridas).
Enfriamiento y agitaciónLa pieza fundida se enfría a temperatura ambiente y luego se desmolda. Las piezas fundidas en arena se someten a granallado para eliminar la arena residual; las piezas fundidas a la cera perdida tienen las carcasas de cerámica eliminadas mediante vibración o chorro de agua.
Tratamiento térmico:Las mangas de bronce se recocen a 600–650 °C durante 1 a 2 horas y luego se enfrían con aire para aliviar la tensión interna y mejorar la maquinabilidad.
Inspección de fundiciónInspecciones visuales para detectar defectos superficiales (porosidad, grietas o relleno incompleto). Las pruebas ultrasónicas (UT) detectan defectos internos, garantizando que no haya defectos mayores de φ1 mm en áreas críticas de carga.
4. Proceso de mecanizado y fabricación
Mecanizado en bruto:
Se giran la superficie exterior y la brida (si está presente) para eliminar el exceso de material, dejando un margen de acabado de 0,5 a 1 mm.
El orificio interior se perfora de manera tosca y se escaria hasta obtener un tamaño aproximado, con un mecanizado inicial de los orificios del canal de lubricación.
Mecanizado de acabado:
Orificio interior: Bruñido con precisión para lograr una tolerancia IT6, con una rugosidad superficial de Ra0,4–0,8 μm para reducir la fricción. Las ranuras espirales (si se requieren) se cortan con un torno CNC y una herramienta de ranurado, con profundidad y paso controlados a ±0,02 mm.
Superficie exterior: Rectificada con un perfil cónico o cilíndrico (según el diseño) con tolerancia IT7, lo que garantiza un ajuste perfecto con el manguito excéntrico. Las superficies cónicas se verifican con un calibre cónico.
Canales de lubricación: Perforados y roscados para conectar con el sistema de lubricación de la trituradora, con bordes desbarbados para evitar la obstrucción del flujo de aceite.
Tratamiento de superficies:
El orificio interior puede recubrirse con un lubricante sólido (por ejemplo, disulfuro de molibdeno) o galvanizarse con cromo duro (de 5 a 10 μm de espesor) para mejorar la resistencia al desgaste.
La superficie exterior está pulida para eliminar rebabas y garantizar un ajuste de interferencia adecuado con los componentes acoplados.
Preparación del montaje:
El manguito se calienta (200–300 °C) para expandir su diámetro exterior para ajustarlo a presión en el manguito excéntrico (ajuste térmico).
Después del enfriamiento, se mide la holgura del orificio interior con el eje principal utilizando galgas de espesores para garantizar que cumpla con las especificaciones (0,1–0,3 mm).
5. Procesos de control de calidad
Validación de materialesEl análisis espectrométrico confirma la composición del bronce (Cu: 88-90 %, Sn: 9-11 %, Pb: 0,5-1,5 %). Las pruebas de dureza (80-100 HBW) garantizan que las propiedades del material cumplan con los estándares.
Comprobaciones de precisión dimensional:
La máquina de medición de coordenadas (CMM) verifica el diámetro interior del orificio, el diámetro exterior, el ángulo cónico y las dimensiones de la ranura.
La redondez del orificio interior se mide con un comprobador de redondez, que requiere una desviación de ≤0,005 mm.
Inspección de la calidad de la superficie:
La rugosidad de la superficie del orificio interior se comprueba con un perfilómetro, garantizando que Ra ≤0,8 μm.
Las pruebas visuales y con líquidos penetrantes (DPT) detectan grietas o rayones en superficies críticas.
Pruebas funcionales:
Verificación del juego: el manguito se ajusta a modo de prueba en un eje de prueba para confirmar que el juego radial está dentro del rango de diseño.
Prueba de flujo de lubricación: se bombea aceite a través de canales para garantizar un flujo sin obstrucciones hacia las ranuras del orificio interno.
Prueba de resistencia al desgaste:
Una manga de muestra se somete a una prueba de desgaste acelerada en condiciones de carga y velocidad simuladas, verificando una tasa de desgaste ≤0,01 mm/100 horas.
La fabricación precisa del manguito del eje principal y el estricto control de calidad garantizan que brinde un soporte confiable y reduzca la fricción, lo que contribuye directamente a la eficiencia y la vida útil de la trituradora de cono bajo cargas de trituración pesadas.