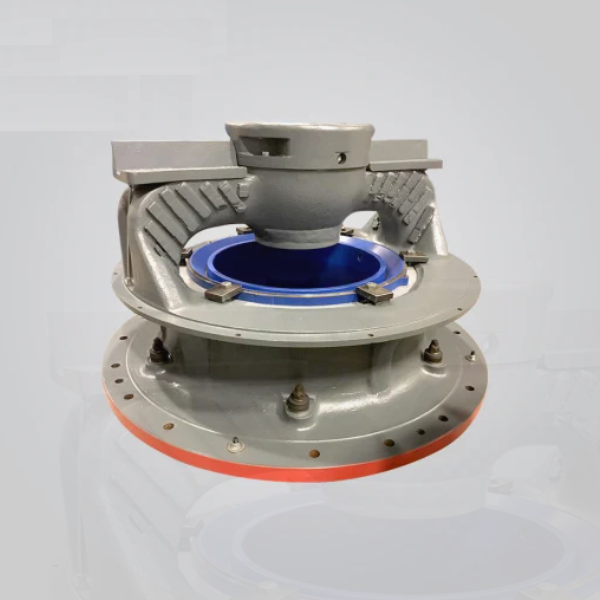
Este documento describe el bastidor superior de la trituradora de cono, un componente estructural fundamental ubicado en la sección superior de la trituradora, que soporta conjuntos clave como el cono fijo, el anillo de ajuste y la tolva de alimentación. Sus principales funciones incluyen el soporte estructural (soportar y transferir cargas de hasta cientos de toneladas), formar la cámara de trituración (cooperando con el cono móvil), asegurar la alineación de los componentes y proteger las piezas internas.
El bastidor superior, una gran pieza fundida cilíndrica o cónica hueca, consta de componentes como el cuerpo del bastidor (fabricado en acero fundido de alta resistencia ZG310-570 o hierro dúctil QT600-3), superficie de montaje de cono fijo, guía de anillo de ajuste, conexiones de brida (bridas superior e inferior), nervaduras de refuerzo, puertos de lubricación e inspección y camisa de enfriamiento opcional, cada uno con características estructurales específicas.
El proceso de fundición del marco superior incluye la selección de materiales, la fabricación de patrones (con tolerancias de contracción y ángulos de desmoldeo), el moldeo (con moldes de arena verde o de arena aglomerada con resina), la fusión y el vertido (con temperaturas y caudales controlados), el enfriamiento y desmoldeo, y el tratamiento térmico (normalización y revenido para acero fundido, recocido para hierro dúctil). Su proceso de mecanizado y fabricación incluye el mecanizado de desbaste, el tratamiento térmico intermedio, el mecanizado de acabado (de bridas, cono interno y guía del anillo de ajuste) y el tratamiento superficial.
Los procesos de control de calidad abarcan la inspección de la calidad de la fundición (pruebas ultrasónicas y de partículas magnéticas), la verificación de la precisión dimensional (mediante CMM y rastreador láser), las pruebas de materiales (composición química y dureza), las pruebas de carga y la verificación del ajuste del conjunto. Estos procesos garantizan la integridad estructural y la precisión dimensional del bastidor superior para garantizar el funcionamiento estable de la trituradora de cono en aplicaciones de servicio pesado.
Introducción detallada al componente del bastidor superior de la trituradora de cono
1. Función y rol del marco superior
El bastidor superior de la trituradora de cono (también conocido como bastidor superior o carcasa superior) es un componente estructural fundamental ubicado en la sección superior de la trituradora y sirve como soporte principal para conjuntos clave como el cono fijo, el anillo de ajuste y la tolva de alimentación. Sus principales funciones incluyen:
Soporte estructural:Soporta el peso del revestimiento del cono fijo, el anillo de ajuste y la carga del material entrante (hasta cientos de toneladas), transfiriendo estas cargas al marco inferior o base.
Formación de la cámara de trituración:Trabaja en conjunto con el cono móvil para formar la sección superior de la cámara de trituración, definiendo el espacio de entrada de material inicial y guiando el mineral hacia la zona de trituración.
Alineación de componentes:Mantiene un posicionamiento preciso del cono fijo y el anillo de ajuste en relación con el cono móvil, lo que garantiza un control estable del espacio de trituración y una salida de tamaño de partícula uniforme.
Protección:Encierra componentes internos (por ejemplo, conjunto excéntrico, engranajes) para protegerlos de impactos externos, polvo y daños ambientales.
Dada su función de soporte de cargas pesadas y estabilidad estructural, el marco superior debe tener alta rigidez, resistencia al impacto y precisión dimensional.
2. Composición y estructura del marco superior
El marco superior es una pieza fundida grande, hueca, cilíndrica o cónica con características internas y externas complejas, que consta de los siguientes componentes clave:
Carrocería del marcoSección estructural principal, generalmente de forma cilíndrica cónica o escalonada, fabricada en acero fundido de alta resistencia (p. ej., ZG310–570) o hierro dúctil (QT600–3) para trituradoras de gran tamaño. Su espesor de pared oscila entre 50 y 150 mm, con secciones más gruesas en las zonas de carga.
Superficie de montaje de cono fijo:Una superficie cónica interna mecanizada con precisión (ángulo de conicidad de 15° a 30°) que se acopla con el revestimiento del cono fijo, con orificios para pernos o ranuras de cola de milano para una fijación segura.
Guía del anillo de ajusteSuperficie externa cilíndrica o roscada que interactúa con el anillo de ajuste, lo que permite el ajuste rotacional del cono fijo para modificar la distancia de trituración. Las guías roscadas utilizan roscas trapezoidales (métricas o en pulgadas) para un movimiento suave y resistente.
Conexiones de brida:
Brida superior:Una brida periférica en el extremo superior para asegurar la tolva de alimentación, con orificios para pernos espaciados uniformemente (M20–M36) y una superficie de sellado mecanizada para evitar fugas de material.
Brida inferior:Una brida inferior que se conecta al marco o base inferior, con pernos de alta resistencia (grado 8.8 o 10.9) y pasadores de espiga para alineación, asegurando la concentricidad con el eje principal.
Costillas de refuerzo:Nervaduras radiales internas y externas (de 10 a 30 mm de espesor) distribuidas a lo largo del cuerpo del bastidor para mejorar la rigidez y reducir la deflexión bajo carga (normalmente limitada a ≤0,5 mm bajo carga completa).
Puertos de lubricación e inspección:Orificios perforados o canales fundidos para el suministro de lubricante a las roscas del anillo de ajuste y puertos de acceso para la inspección visual de los componentes internos.
Chaqueta de enfriamiento (opcional):Una cavidad refrigerada por agua en trituradoras grandes para disipar el calor de la cámara de trituración, con puertos de entrada/salida conectados al sistema de enfriamiento.
3. Proceso de fundición del marco superior
El marco superior se fabrica casi exclusivamente mediante fundición en arena debido a su gran tamaño y geometría compleja, con los siguientes pasos:
Selección de materiales:
El acero fundido de alta resistencia (ZG310–570) es el preferido por su excelente resistencia a la tracción (≥570 MPa) y tenacidad al impacto (elongación ≥15 %), ideal para aplicaciones con cargas pesadas. Para estructuras de tamaño mediano, se utiliza fundición dúctil (QT600–3) por su mejor colabilidad y menor coste.
Fabricación de patrones:
Se crea un modelo a escala real con espuma de poliuretano o madera, que reproduce la forma externa, la conicidad interna, las bridas y las nervaduras del marco. Se añaden márgenes de contracción (1,5-2,5 %) según el material (mayores para el acero) y se incluyen ángulos de desmoldeo (3°-5°) para facilitar la extracción del molde.
El patrón está reforzado con soportes internos para evitar deformaciones durante el moldeo.
Moldura:
Se prepara un molde de arena verde de dos partes (de corte y arrastre) o un molde de arena aglomerada con resina, con machos de arena de gran tamaño para formar la cavidad interna y las nervaduras. La superficie del molde se recubre con un revestimiento refractario (alúmina-sílice) para mejorar el acabado superficial y evitar la penetración de metal en la arena.
Derretimiento y vertido:
Para acero fundido: la aleación se funde en un horno de arco eléctrico a 1520–1560 °C, con una composición química controlada a C 0,25–0,35 %, Si 0,2–0,6 % y Mn 0,8–1,2 % para equilibrar la resistencia y la tenacidad.
El vertido se realiza mediante una cuchara grande con mecanismo de vertido inferior, lo que garantiza un caudal constante (50-100 kg/s) para llenar la cavidad del molde sin turbulencias, que pueden causar porosidad o cierres fríos. La temperatura de vertido es de 1480-1520 °C para el acero y de 1380-1420 °C para el hierro dúctil.
Enfriamiento y agitación:
La pieza fundida se enfría en el molde durante 72 a 120 horas para minimizar la tensión térmica y luego se elimina mediante vibración. Los residuos de arena se limpian con granallado (grano de acero G18) para lograr una rugosidad superficial de Ra50–100 μm.
Tratamiento térmico:
Los marcos de acero fundido se someten a un proceso de normalización (850–900 °C, refrigerados por aire) para refinar la estructura del grano, seguido de un revenido (600–650 °C) para reducir la dureza a 180–230 HBW, mejorando así la maquinabilidad.
Los marcos de hierro dúctil se recocen a 850–900 °C (enfriados en horno) para eliminar los carburos y reducir la dureza a 190–270 HBW.
4. Proceso de mecanizado y fabricación
Mecanizado en bruto:
El marco de fundición se monta en una gran fresadora CNC o fresadora de pórtico para mecanizar las caras superior e inferior de las bridas, el diámetro exterior y las superficies de referencia, dejando un margen de acabado de 5 a 10 mm. Esto garantiza la planitud (≤2 mm/m) para el mecanizado posterior.
La superficie cónica interna (montaje de cono fijo) se tornea de manera desbastada utilizando un torno CNC con un eje de herramientas motorizadas, lo que garantiza que el ángulo cónico esté dentro de ±0,5° del diseño.
Tratamiento térmico intermedio:
El recocido de alivio de tensiones a 600–650 °C (enfriado por aire) se realiza para eliminar las tensiones residuales del mecanizado en desbaste, evitando la deformación durante el mecanizado de acabado.
Mecanizado de acabado:
BridasLas bridas superior e inferior se mecanizan para lograr planitud (≤0,1 mm/m) y perpendicularidad al eje del marco (≤0,05 mm/100 mm) mediante una fresadora CNC. Los orificios para pernos se taladran y roscan con una tolerancia de clase 6H, con precisión de posición (±0,2 mm) respecto al centro del marco.
Conicidad interna:La superficie de montaje del cono fijo está torneada hasta una rugosidad de superficie de Ra3,2 μm, con tolerancia de ángulo cónico (±0,1°) y tolerancia de diámetro (±0,2 mm) para garantizar un ajuste adecuado con el cono fijo.
Guía del anillo de ajuste:Las superficies roscadas (si corresponde) se mecanizan con precisión utilizando una fresadora de roscas CNC, con tolerancia de paso de rosca (±0,05 mm) y precisión de perfil para garantizar un movimiento de ajuste suave.
Tratamiento de superficies:
La superficie exterior está pintada con una imprimación epoxi y una capa superior de poliuretano (espesor total 100-150 μm) para resistir la corrosión en ambientes exteriores o húmedos.
Las superficies de contacto mecanizadas (bridas, conos internos) están recubiertas con aceite antioxidante para evitar la oxidación durante el almacenamiento y el transporte.
5. Procesos de control de calidad
Inspección de calidad de la fundición:
Se realizan pruebas ultrasónicas (UT) en áreas críticas de soporte de carga (bridas, juntas de nervaduras) para detectar defectos internos (por ejemplo, se rechazan los poros de contracción de >φ5 mm).
La prueba de partículas magnéticas (MPT) verifica si hay grietas superficiales en bridas y regiones roscadas, y cualquier defecto lineal de >1 mm da como resultado el rechazo.
Comprobaciones de precisión dimensional:
Una máquina de medición de coordenadas (CMM) con un gran volumen de medición verifica dimensiones clave: altura total (±1 mm), planitud de la brida, ángulo cónico y posiciones de los orificios de los pernos.
La concentricidad del marco (diámetro exterior relativo al cono interior) se mide utilizando un rastreador láser, con una tolerancia ≤0,1 mm/m.
Pruebas de materiales:
El análisis de la composición química (espectrometría) confirma el cumplimiento de los estándares del material (por ejemplo, ZG310–570: C ≤0,37 %, Mn ≤1,2 %).
La prueba de dureza (Brinell) garantiza que el marco cumpla con las especificaciones de dureza (180–230 HBW para acero, 190–270 HBW para hierro dúctil).
Prueba de carga:
Se realiza una prueba de carga estática aplicando el 120% de la carga nominal a la brida superior durante 24 horas, sin permitir ninguna deformación visible (medida mediante indicadores de cuadrante).
Verificación del ajuste del ensamblaje:
Se ensambla a prueba el marco con el cono fijo, el anillo de ajuste y la tolva de alimentación para verificar la alineación y el ajuste adecuados, y se verifican los espacios entre las superficies de contacto (≤0,1 mm) utilizando galgas de espesores.
A través de estos rigurosos procesos de fabricación y control de calidad, el bastidor superior logra la integridad estructural y la precisión dimensional necesarias para soportar los componentes críticos de la trituradora, lo que garantiza un funcionamiento estable y eficiente en aplicaciones de trituración de servicio pesado.