Introducción detallada a las mallas de alambre para cribas vibratorias
1. Descripción general y función de las mallas de alambre de las pantallas vibratorias
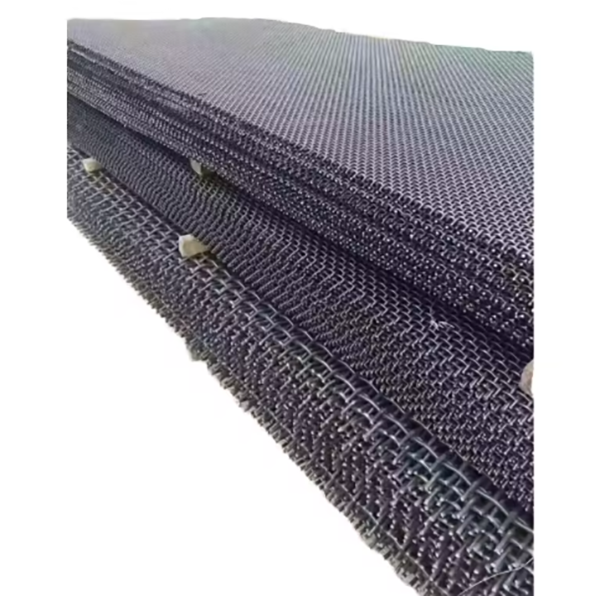
La malla de alambre de las cribas vibratorias es un componente esencial de los equipos de cribado vibratorio, y se utiliza principalmente para clasificar, deshidratar o deslamar materiales a granel (por ejemplo, minerales, áridos, carbón y polvos industriales) en las industrias minera, de la construcción, metalúrgica y química. Su función principal es separar los materiales en fracciones de diferentes tamaños de partícula mediante la vibración de la criba: las partículas más pequeñas que las aberturas de la malla pasan a través de ellas, mientras que las más grandes se retienen y se descargan.
El rendimiento de la malla metálica afecta directamente la eficiencia del cribado (normalmente entre el 85 % y el 95 %) y la calidad del producto. Debe soportar vibraciones de alta frecuencia (800-3000 rpm), impactos del material y abrasión, lo que requiere propiedades como alta resistencia a la tracción, resistencia al desgaste y estabilidad dimensional.
2. Composición y estructura de la malla de alambre de las cribas vibratorias
La malla de alambre de las pantallas vibratorias consta de varios componentes clave, con estructuras que varían según la aplicación (por ejemplo, cribado grueso, cribado fino):
2.1 Componentes principales
hilos de alambreLos componentes básicos se dividen en alambres de urdimbre (longitudinales, paralelos al flujo de material) y alambres de trama (transversales, perpendiculares al flujo de material). Están fabricados con acero de alto carbono (Q235, 65Mn), acero inoxidable (304, 316) o aleaciones especiales (p. ej., acero de alto cromo para resistencia al desgaste). Los diámetros de los alambres varían de 0,2 mm (cribado fino) a 12 mm (cribado grueso).
Apertura de mallaEl espacio entre alambres adyacentes determina el tamaño de separación. Las aberturas son cuadradas, rectangulares o hexagonales, con tamaños desde 0,1 mm (microcribado) hasta 100 mm (cribado grueso). Las aberturas cuadradas son las más comunes para una clasificación uniforme.
2.2 Tipos estructurales
Tejido de sarga:Los alambres de urdimbre pasan por encima o por debajo de dos alambres de trama, lo que ofrece mayor resistencia para aplicaciones de trabajo pesado (por ejemplo, cribado de minerales).
3. Procesos de fabricación de mallas de alambre para cribas vibratorias
3.1 Fabricación de malla de alambre tejido
Dibujo de alambreLas varillas de acero crudo se trefilan mediante matrices para reducir su diámetro y aumentar su resistencia a la tracción. En el caso del acero con alto contenido de carbono, el trefilado se somete a un recocido (700–800 °C) para reducir su fragilidad. La tolerancia del diámetro del alambre se controla dentro de ±0,02 mm.
3.2 Fabricación de mallas de alambre soldadas
Alineación de cuadrícula:Los alambres de urdimbre y trama se disponen en una cuadrícula utilizando plantillas de posicionamiento, lo que garantiza la tolerancia del tamaño de apertura (±0,1 mm para malla fina, ±0,5 mm para malla gruesa).
Soldadura por resistenciaCada intersección se suelda con electrodos, con parámetros de voltaje de 2 a 5 V, corriente de 10 a 50 kA y tiempo de soldadura de 0,01 a 0,1 segundos. Esto forma uniones sólidas, rígidas y resistentes a la vibración.
3.3 Fabricación de malla de placa perforada
PuñetazosLos agujeros se perforan con punzonadoras CNC, con matrices que se adaptan a la forma y tamaño de la abertura deseados. La fuerza de punzonado oscila entre 100 y 500 kN, según el espesor de la placa y el tamaño del agujero.
4. Procesos de procesamiento y acabado
Pulido:La malla de acero inoxidable se pule hasta una rugosidad superficial de Ra0,8–1,6 μm, lo que reduce la adhesión del material.
5. Procesos de control de calidad
Medición del tamaño de apertura mediante calibradores o comparadores ópticos, garantizando el cumplimiento de las especificaciones (por ejemplo, apertura de 10 mm con tolerancia de ±0,2 mm).
6. Proceso de instalación
Posicionamiento de mallaLa malla metálica se coloca plana sobre el marco, asegurando su alineación con los extremos de alimentación/descarga. Para cribas grandes, se unen varios paneles de malla con bordes superpuestos (50-100 mm) y se sujetan con abrazaderas.
Las mallas de alambre para tamices vibratorios, mediante una fabricación precisa, un estricto control de calidad y una instalación adecuada, garantizan una clasificación de materiales eficiente y confiable, lo que las hace indispensables en las líneas de procesamiento de materiales a granel.