Introducción detallada a la trituradora de impacto
1. Descripción general y aplicación de la trituradora de impacto
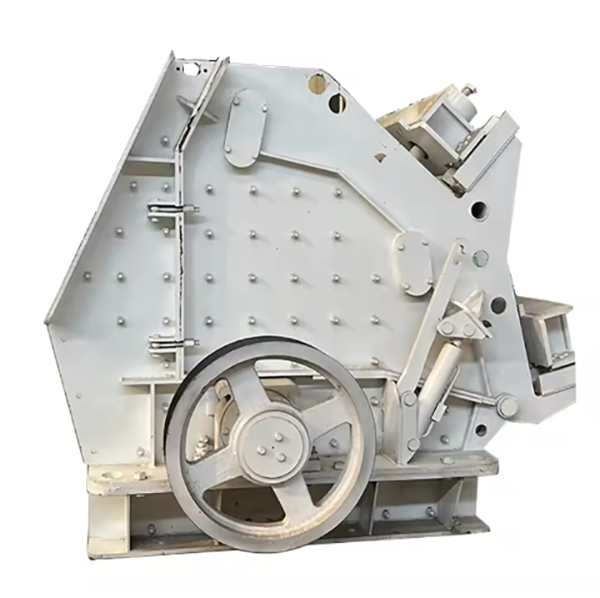
La trituradora de impacto es un equipo de trituración de alta eficiencia que tritura materiales mediante impacto y rebote a alta velocidad. Su principio de funcionamiento es el siguiente: el motor impulsa el rotor a alta velocidad (1000-2000 rpm), y los martillos de impacto instalados en el rotor golpean los materiales que entran en la cámara de trituración. Los materiales se trituran por impacto, rebotan en la placa de impacto para su trituración secundaria y, finalmente, se descargan a través del espacio entre la placa de impacto y el rotor al alcanzar el tamaño de partícula requerido.
Es adecuado para triturar materiales semiduros y frágiles con una resistencia a la compresión ≤300 MPa, como piedra caliza, hormigón, asfalto, carbón y minerales. Gracias a sus ventajas de estructura simple, alta relación de trituración (hasta 50:1) y buena forma de las partículas del producto, se utiliza ampliamente en las industrias de la construcción, la minería, la construcción de carreteras y el reciclaje.
2. Composición y estructura de la trituradora de impacto
La trituradora de impacto se compone principalmente de los siguientes componentes principales, que trabajan juntos para completar el proceso de trituración:
2.1 Montaje del marco
Marco superiorUna estructura soldada de placas de acero Q355B (espesor 10-20 mm) forma la cámara de alimentación y trituración. Está equipada con una tolva de alimentación y dispositivos de ajuste de la placa de impacto, con nervaduras de refuerzo (espesor 8-15 mm) para resistir las fuerzas de impacto.
2.2 Conjunto del rotor
Martillos de impactoPiezas clave de trabajo fabricadas en fundición de alto cromo (Cr15-20) o acero aleado (40CrNiMo). Están articuladas en los ejes del martillo y oscilan libremente, con un peso de 2 a 20 kg, según el modelo. La cabeza del martillo está diseñada con forma afilada o roma según las características del material.
2.3 Conjunto de placa de impacto
Placas de impactoPlacas resistentes al desgaste de acero con alto contenido de manganeso (ZGMn13) o fundición con alto contenido de cromo, con un espesor de 20 a 40 mm. Se instalan en el bastidor superior y forman una cavidad de trituración con el rotor. El número de placas de impacto es de 1 a 3, según la etapa de trituración (primaria o secundaria).
2.4 Sistema de accionamiento
2.5 Dispositivos de seguridad y auxiliares
3. Procesos de fundición para componentes clave
3.1 Martillos de impacto (fundición de hierro con alto contenido de cromo Cr15-20)
Fabricación de patrones:Los patrones de arena o espuma se realizan de acuerdo con la forma del martillo, con un margen de contracción de 1,5-2,0%.
Las materias primas se funden en un horno de inducción a 1450–1500 °C, con cromo y otras aleaciones añadidas para lograr la composición química (C 2,8–3,5%, Cr 15–20%).
3.2 Disco de rotor (acero fundido ZG310-570)
3.3 Eje principal (forja 40Cr)
4. Procesos de mecanizado
4.1 Mecanizado de discos de rotor
Mecanizado de precisiónRectificado de la cara final hasta una planitud ≤ 0,1 mm/m y una rugosidad superficial de Ra3,2 μm. Perforación y escariado de los orificios del eje del martillo para garantizar la precisión dimensional (tolerancia H7).
4.2 Mecanizado del eje principal
Torneado:El torno CNC procesa el círculo exterior, los escalones y las chaveteros, dejando un margen de rectificado de 0,3 a 0,5 mm.
Molienda: Rectificado de las superficies del muñón hasta tolerancia IT6 y rugosidad superficial Ra0,8 μm, asegurando coaxialidad ≤0,02 mm.
4.3 Mecanizado de placas de impacto
Molienda:La superficie de trabajo está rectificada hasta una planitud ≤0,2 mm/m y una rugosidad superficial Ra6,3 μm, con los bordes desbarbados para evitar el bloqueo del material.
4.4 Mecanizado del marco
Fresado y taladradoLa fresadora CNC procesa las superficies de montaje de placas de impacto y rodamientos, garantizando una planitud ≤ 0,15 mm/m. Taladra y rosca los orificios para pernos (M16–M30) con una tolerancia de rosca de 6H.
5. Procesos de control de calidad
Prueba de carga:Trituración de materiales estándar (por ejemplo, piedra caliza) durante 8 horas para verificar la capacidad de producción, el tamaño de las partículas de descarga y el desgaste del martillo.
6. Proceso de instalación
A través de estrictos procesos de fabricación, control de calidad e instalación estandarizada, las trituradoras de impacto pueden lograr un funcionamiento eficiente y estable, satisfaciendo las necesidades de trituración de diversas industrias para materiales medianamente duros y frágiles.