Introducción detallada a la trituradora de cono de la serie CH
1. Descripción general y aplicación de la trituradora de cono de la serie CH
La trituradora de cono serie CH es un equipo de trituración de alto rendimiento, de mediano a fino, desarrollado para materiales duros y abrasivos, ampliamente utilizado en la minería, la producción de áridos y la industria metalúrgica. Integra tecnologías avanzadas como el diseño optimizado de la cavidad, el ajuste hidráulico y el control inteligente, ofreciendo una alta eficiencia de trituración (hasta 2000 t/h), una excelente cubicidad del producto (≥85%) y una gran adaptabilidad a materiales como granito, basalto y minerales.
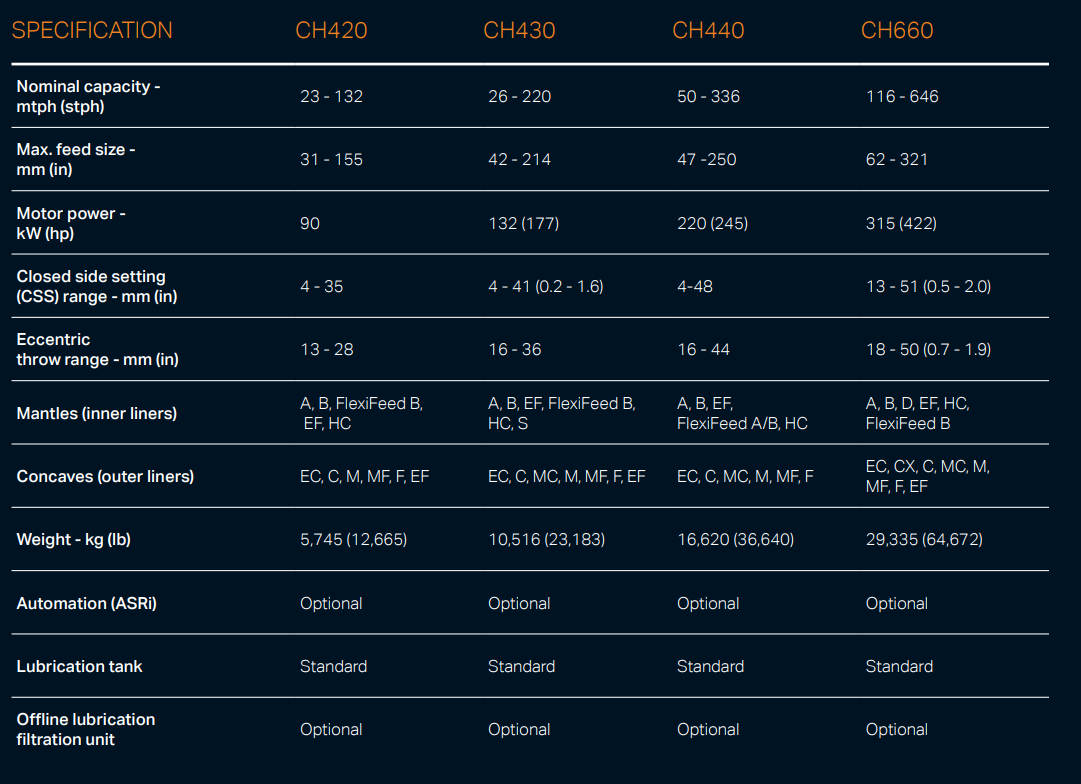
Su principio de funcionamiento se basa en la trituración por laminación: el motor impulsa la rotación del manguito del eje excéntrico, lo que provoca la oscilación periódica del cono móvil. Los materiales se comprimen, doblan e impactan entre el cono móvil y el cono fijo, se trituran gradualmente en partículas uniformes y se descargan a través del puerto de descarga ajustable. La serie incluye modelos como el CH430, el CH660 y el CH890, con diferentes capacidades de procesamiento para satisfacer diversas necesidades de producción.
2. Composición y estructura de la trituradora de cono de la serie CH
La trituradora de cono de la serie CH consta de conjuntos de núcleo con una coordinación precisa, lo que garantiza un funcionamiento estable y eficiente:
2.1 Conjunto del bastidor principal
Marco superiorEstructura cilíndrica de acero fundido (ZG270-500) con una brida en la parte superior para conectar la tolva de alimentación. Su pared interior está mecanizada para adaptarse al revestimiento cónico fijo, y las nervaduras radiales de refuerzo (de 40 a 100 mm de espesor) aumentan la rigidez frente a las fuerzas de aplastamiento.
2.2 Conjunto de trituración
Cono móvilConsta de un cuerpo cónico forjado de 42CrMo y un revestimiento de fundición de alto contenido en cromo (Cr20). El cuerpo cónico tiene un fondo esférico que encaja en el cojinete esférico del eje principal, lo que permite una oscilación flexible. El revestimiento está fijado mediante fundición de aleación de zinc para garantizar un contacto firme, con un espesor de capa resistente al desgaste de 30–80 mm.
Cono fijo (cóncavo)Un revestimiento anular segmentado (3-6 segmentos) de Cr₂O o ZGMn₁3, montado en el marco superior. El perfil de la cavidad de cada segmento (ángulo de 18° a 25°) está optimizado para requisitos específicos de tamaño de partícula, con estructuras de enclavamiento para evitar fugas de material.
2.3 Sistema de transmisión y accionamiento
2.4 Sistema hidráulico y de control
Sistema de seguridadProtección contra sobrecargas mediante válvulas de alivio de presión. Al ingresar materiales no triturables, los cilindros se retraen para expandir el puerto de descarga, expulsar las partículas extrañas y reiniciarse automáticamente.
2.5 Sistema de lubricación y protección contra el polvo
Lubricación con aceite fino:Un sistema independiente con bombas duales, enfriadores y filtros, que hace circular aceite ISO VG 46 a cojinetes y engranajes a 0,2–0,4 MPa, manteniendo la temperatura <55 °C.
Estructura a prueba de polvo:Los sellos laberínticos + sellos de aceite + purga de aire (0,3–0,5 MPa) evitan la entrada de polvo, con una opción de rociado de agua para entornos con mucho polvo.
3. Procesos de fundición para componentes clave
3.1 Marco (ZG270-500/ZG35CrMo)
Fabricación de patrones:Patrones de resina impresos en 3D a escala real con márgenes de contracción (1,2-1,5 %), incluidos detalles de nervaduras y conductos de aceite.
ZG35CrMo: Aleado con Cr (0,8–1,2%) y Mo (0,2–0,3%), vertido a 1500–1540 °C.
3.2 Manguito de eje excéntrico (ZG35CrMo)
3.3 Cuerpo de cono móvil (forjado 42CrMo)
4. Procesos de mecanizado
4.1 Mecanizado del marco
Mecanizado de precisiónRectificado de superficies de bridas a Ra1,6 μm, planitud ≤0,1 mm/m. Taladrado/roscado de orificios para pernos (M30–M60, clase 6H) con precisión de posición ±0,1 mm.
4.2 Mecanizado de manguitos de ejes excéntricos
MoliendaDiámetro exterior y orificio rectificados según IT6, Ra0,8 μm. Perpendicularidad de la cara de montaje del engranaje ≤ 0,02 mm/100 mm.
4.3 Mecanizado de cono móvil
5. Procesos de control de calidad
6. Proceso de instalación
Preparación de la base:Cimentación de hormigón (grado C30) con pernos de anclaje embebidos, nivelación ≤0,1 mm/m, curado durante 28 días.
Conexión del sistema hidráulico y de lubricación:Tubos lavados (limpieza de aceite NAS 8), mangueras conectadas, presión probada (1,5× presión de trabajo).
La trituradora de cono de la serie CH, mediante una fabricación precisa y un estricto control de calidad, ofrece un rendimiento confiable en operaciones de trituración a gran escala, lo que garantiza una alta eficiencia y calidad del producto.











