Introducción detallada a la trituradora de arena VSI
1. Descripción general y aplicación de la trituradora de arena VSI
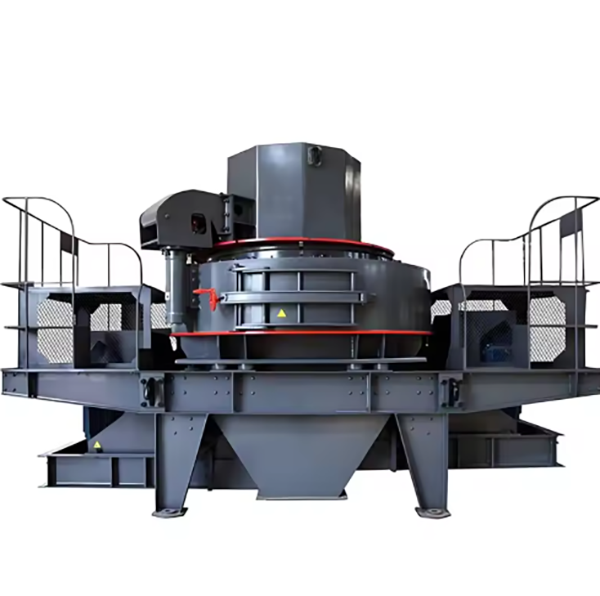
La trituradora de arena VSI (impacto de eje vertical) es un equipo de alta eficiencia diseñado para producir arena artificial de alta calidad y conformar áridos. Utiliza el principio de trituración por impacto de piedra sobre piedra o de piedra sobre hierro: un rotor giratorio de alta velocidad (2800-3500 rpm) acelera los materiales y los lanza contra el revestimiento de la cámara de trituración u otros materiales, logrando la trituración por impacto, fricción y cizallamiento.
Esta trituradora se utiliza ampliamente en proyectos de construcción, carreteras, ferrocarriles y conservación de agua, y es ideal para procesar materiales como granito, piedra caliza, guijarros de río y minerales. Produce arena con excelente forma de grano (alta cubicidad, bajo contenido acicular ≤10%) y módulo de finura ajustable (2,6-3,0), cumpliendo con las normas nacionales para arena de construcción.
2. Composición y estructura de la trituradora de arena VSI
La trituradora de arena VSI consta de componentes centrales que trabajan en coordinación para garantizar una producción de arena eficiente:
2.1 Conjunto del cuerpo principal
Cámara de trituraciónCavidad cilíndrica revestida con placas resistentes al desgaste (fundición de hierro con alto contenido de cromo Cr20). Hay dos tipos de cámaras: de piedra sobre piedra (para materiales duros) con un revestimiento en forma de vórtice, y de piedra sobre hierro (para materiales de dureza media) con una placa de impacto.
2.2 Conjunto del rotor
2.3 Sistema de alimentación y distribución
2.4 Sistema de accionamiento
Polea/AcoplamientoPara la transmisión por correa trapezoidal, una polea grande en el eje principal y una polea pequeña en el motor garantizan una relación de transmisión de 1:1,2 a 1:1,5. Para la transmisión directa, se utilizan acoplamientos (p. ej., acoplamientos de pasador elástico) para reducir la pérdida de energía.
2.5 Sistema de lubricación y refrigeración
3. Procesos de fabricación de la trituradora de arena VSI
3.1 Disco de rotor (forjado de 42CrMo)
3.2 Cabezales de lanzamiento (fundición de hierro con alto contenido de cromo Cr20–25)
Fabricación de patrones:Los patrones de espuma se fabrican con un margen de contracción de entre el 1,5 % y el 2,0 %, teniendo en cuenta la forma compleja de los cabezales de lanzamiento.
Las materias primas se funden en un horno de inducción a 1450–1500 °C, con cromo y molibdeno añadidos para lograr la composición química (C 3,0–3,5%, Cr 20–25%).
3.3 Eje principal (forjado 40CrNiMoA)
4. Procesos de procesamiento
4.1 Mecanizado del disco del rotor
Mecanizado de precisiónRectificado de la cara final hasta una planitud ≤ 0,05 mm/m y una rugosidad superficial de Ra1,6 μm. Taladrado y roscado de los orificios para pernos (M16–M24) con tolerancia de rosca 6H.
4.2 Mecanizado del eje principal
Torneado:El torno CNC procesa el círculo exterior, los escalones y las chaveteros, dejando un margen de rectificado de 0,3 a 0,5 mm.
Molienda:Las superficies del muñón están rectificadas según una tolerancia IT5 y una rugosidad superficial de Ra0,4 μm, lo que garantiza una coaxialidad ≤0,01 mm.
4.3 Revestimiento de la cámara de trituración (hierro fundido con alto contenido de cromo)
4.4 Mecanizado de marcos y cubiertas
5. Procesos de control de calidad
La máquina de medición de coordenadas (CMM) inspecciona dimensiones clave: descentramiento del disco del rotor ≤0,05 mm, tolerancia del diámetro del muñón del eje principal ±0,01 mm.
Prueba de funcionamiento: Funcionamiento en vacío durante 2 horas para comprobar la temperatura de los rodamientos (≤70 °C) y el ruido (≤85 dB). Prueba de carga con guijarros de río durante 8 horas para verificar la producción de arena, la forma del grano y el desgaste de los cabezales de lanzamiento.
6. Proceso de instalación
Preparación de la baseCimentación de hormigón (grado C30) con pernos de anclaje embebidos, nivelación ≤ 0,1 mm/m, curada durante 28 días. Se coloca una placa de aislamiento de vibraciones (5-10 mm de espesor) sobre la cimentación para reducir la transmisión de ruido y vibraciones.
Instalación del sistema de alimentación y accionamientoLa tolva de alimentación está montada en la cubierta superior y el motor está alineado con el eje principal (coaxialidad ≤ 0,1 mm). Las correas trapezoidales están instaladas con la tensión adecuada (deflexión de 15 a 20 mm bajo una fuerza de 100 N).
La trituradora de arena VSI, mediante una fabricación precisa, un estricto control de calidad y una instalación estandarizada, garantiza una producción eficiente de arena artificial de alta calidad, satisfaciendo las demandas de los proyectos de construcción modernos.